

Відпуск
Відпуск
Вiдпуск - це вид термічної обробки, що полягає в нагріванні деталей до температур нижче АС1, витримці при заданих температурах і наступному охолодженні з певною швидкістю. Відпуск є остаточною операцією термічної обробки, в результаті якого деталі отримують необхідні механічні властивості.

Залежно від температури і призначення відпуск буває:
- Низькотемпературний (низький) відпуск проводять при температурі до 250ºС. При цьому знижуються гартівні макронапруження, мартенсит загартування перетворюється на мартенсит відпуску, підвищується міцність і трохи поліпшується в'язкість без помітного зниження твёрдості. Низькотемпературний відпуск застосовують для ріжучого і вимірювального інструменту з вуглецевих і низьколегованих сталей, а також для деталей після загартування СВЧ (поверхневе загартування), цементації, ціанування і нітроцементації.
- Середньотемпературний (середній) відпуск виконують при температурі 350-500ºС і застосовують для ресор, пружин, а також штампів. Такий відпуск забезпечує високі межі пружності і витривалості, а також релаксаційну стійкість.Структура сталі після середнього відпуску - троостіт відпуску або троостомартенсіт, твердість сталі 40-50HRC.
- Високотемпературний (високий) відпуск проводять при температурі 500-680ºС. Структура сталі після високого відпуску - сорбіт відпуску. Високий відпуск створює оптимальне поєднання міцності і в'язкості сталі.
Загартування з високим відпуском одночасно підвищує тимчасовий опір, межу плинності, відносне звуження і особливо ударну в'язкість. Термічну обробку, яка складається із загартування з високим відпуском часто називають - термополіпшенням. - Стабілізуючий відпуск - це особливий вид відпуску, який проводять в процесі виготовлення зміцненої деталі для зниження і стабілізації залишкових напружень, викликаних механічною обробкою. Температура стабілізуючого відпуску повинна бути нижче температури відпуску після загартування на 20-30 °С.

У загартованої сталі навіть при кімнатній температурі, а тим більше в результаті кліматичних коливань температури відбуваються повільні (протягом багатьох років) процеси розпаду мартенситу, переходу залишкового аустеніту в мартенсит і зняття напружень. Всі ці явища ведуть до поступової зміни розмірів виробу. Для таких виробів, як вимірювальний інструмент високого класу точності і прецизійні підшипники, неприпустимі зміни розмірів навіть на кілька мікронів. Стабілізацію мартенситу з напруженого стану досягають низьким (стабілізуючим) відпуском при 100-180 °С з витримкою до 30, а іноді і до 150 г.

Загартування СВЧ (індукційне загартування)
Загартування СВЧ (індукційне загартування)
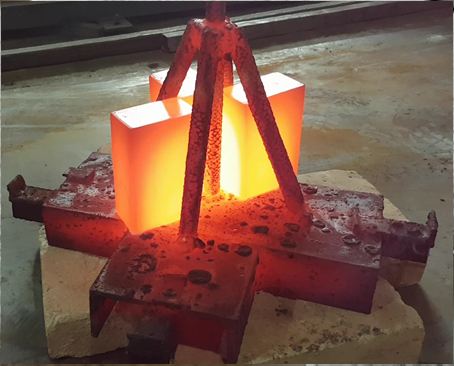
Надаємо послуги поверхневого зміцнення сталевих виробів шляхом загартування струмами високої частоти (СВЧ), т.зв. індукційне загартування. При поверхневому загартуванні на задану глибину загартовується тільки поверхневий шар, тоді як серцевина виробу залишається НЕ загартованою. Серцевина виробу залишається в'язкою і добре сприймає ударні навантаження.

Індукційний нагрів відбувається внаслідок теплового впливу струму, індукованого у виробі, вміщеному в змінне магнітне поле. Вибір оптимальної товщини зміцнюваного шару визначається умовами роботи оброблюваної деталі. Коли виріб працює тільки на знос або в умовах втоми, товщину загартованого шару найчастіше приймають 1,5-3,0 мм; в умовах високих контактних навантажень і можливого перешліфування 4,0-5,0мм. У разі особливо великих контактних навантажень товщина загартованого шару може досягати 10-15мм і більше.
При поверхневому загартуванню СВЧ нагрів проводиться до більш високої температури, ніж при звичайному об'ємному загартуванню. Це обумовлено двома причинами. По-перше, при дуже великій швидкості нагріву температури критичних точок, при яких відбувається перехід перліту в аустеніт, підвищуються, а по-друге, потрібно, щоб це перетворення встигло завершитися за дуже короткий час нагрівання, а чим вище температура, тим швидше воно відбувається .
Незважаючи на те, що нагрів при високочастотному загартуванню проводиться до більш високої температури, ніж при звичайній, перегріву металу не відбувається. Це пояснюється тим, що час високочастотного нагріву дуже короткий, і зерно в сталі не встигає вирости. З іншого боку, завдяки більш високій температурі нагріву і більш інтенсивного охолодження твердість після загартування СВЧ виходить вище приблизно на 2 3 одиниці по Роквеллу. Це забезпечує більш високу міцність і зносостійкість поверхні деталі. В багатьох випадках високочастотне загартування дозволяє замінити леговані сталі дешевшими - вуглецевими. Пояснюється це тим, що такі важливі переваги легованих сталей, як глибока прогартованість і менша деформація, для ряду деталей втрачають своє значення. Так, наприклад, при загартуванні шестерень з дрібним зубом глибока прогартованість навіть небажана, оскільки при цьому може статися наскрізне загартування зубів, що викличе їх крихкість.
Після проведення поверхневого високочастотного загартування деталі піддають низькому відпуску при температурі 160-200 °С. Це сприяє зменшенню крихкості загартованого шару. Відпуск проводиться в електропечах. Можна також здійснити самовідпуск.
Індукційний нагрів дозволяє скоротити тривалість термічної обробки, отримувати вироби без окалини, що зменшує величину припуску на подальшу механічну обробку і зменшує деформацію і викривлення виробів в процесі термообробки.
Цілі поверхневого загартування:
• підвищення твердості;
• підвищення зносостійкості;
• підвищення межі витривалості.
Загартування в захисних середовищах
Загартування в захисних середовищах
Загартування з нагріванням в соляній печі-ванні

Пропонуємо послуги по обробці деталей в захисному середовищі загартувальної соляної ванни. Нагрівання до температури гартування при такій обробці відбувається в спеціально розробленому складі солей. При цьому максимально знижуються або взагалі не відбуваються окислювальні процеси на деталях і окалиноутворення. Під час вивантаження деталей з розплаву солі на поверхні утворюється тонка захисна плівка, яка перешкоджає впливу кисню з атмосфери, а під час безпосередньо загартування вона мимоволі відділяється з оброблюваних виробів.
Загартування в захисних покриттях
Виконуємо загартування із застосуванням захисних технологічних покриттів, які оберігають деталі від окислення і зневуглецювання в процесі високотемпературного нагрівання під загартування. При охолодженні за рахунок різних коефіцієнтів лінійного розширення покриття мимовільно відшаровується від оброблюваних деталей, що виключає необхідність додаткового очищення деталей.
Покриття наносять шляхом занурення або розпилення в два прийоми з проміжною сушкою 10-20 хвилин, деталі попередньо очищаються від забруднень і масла, а також підігріваються для кращого зчеплення покриття з поверхнею. Застосування захисних покриттів при термічній обробці дозволяє здійснювати безокислювальний нагрів практично будь-яких деталей, що в свою чергу допомагає скоротити витрату дорогого ріжучого інструменту, знизити трудомісткість механічної обробки, а отже собівартості виготовлення деталей.
















Загартування
Загартування
Виконуємо всі види загартування деталей зі сталі, чавуну, а також кольорових металів і їх сплавів - загартування в одному охолоджувачі (безперервне в воді, маслі, спеціальній загартовуючій рідині на основі лігносульфонатів), ізотермічне загартування, загартування з самовідпуском, ступінчасте загартування, світле загартування.
Загартування - це вид термічної обробки, який полягає в нагріванні заготівлі до температур на 30-50ºС вище критичної точки AC3 для доевтектоїдної сталі і вище на 30-50ºС критичної точки АС1 для заевтектоідних сталей, витримці при цій температурі для завершення фазових перетворень і подальшому швидкому охолодженні зі швидкістю вище критичної.
Для вуглецевих сталей охолодження проводять найчастіше в воді, а для легованих в маслі або в інших гартівних рідинах. Загартування не є остаточною операцією термічної обробки. Для того щоб зменшити крихкість і залишкові напруги в заготівлі, викликані загартуванням, і отримати необхідні механічні властивості їх піддають відпуску.














Цілі загартування:
• підвищення твердості;
• підвищення міцності;
• підвищення зносостійкості;
• підвищення фізико-механічних властивостей.

Аустенізація (загартування на аустеніт)
Аустенізація
Надаємо послуги по аустенізації деталей і зварних з'єднань виготовлених із аустенітних корозійностійких марок сталей. Аустенізація - вид термічної обробки, який полягає в нагріванні деталей з аустенітних сталей до температури 1050-1100ºС і наступному швидкому охолодженні на повітрі або в воді в залежності від перетину деталей і необхідних параметрів.
Завдання аустенізації:
• отримання однорідної структури аустеніту;
• поліпшення механічних властивостей сталі (особливо пластичності);
• зниження рівня залишкових зварювальних напружень (на 70-80%).

Аустенізації піддаються зварні з'єднання паропроводів з жароміцних високолегованих сталей аустенітного класу.

Нормалізація
Нормалізація
Виконується нами для внутрішньої перекристалізації виробів, з метою усунення грубозернистої структури і поліпшення оброблюваності. Даний вид термообробки застосовується переважно при термообробці сталі. Також може застосовуватися при термообробці чавуну, сплавів міді і деяких інших сплавів.
Нормалізація - це вид термічної обробки, який полягає в нагріванні деталей до певної температури, витримці при цій температурі і наступному охолодженні на повітрі.

Цілі нормалізації:
• поліпшення мікроструктури сталі;
• підвищення механічних властивостей і підготовка до подальшої термічної обробки;
• виправлення структури після кування і штампування деталей;
• виправлення структури при перегріві після зварювання деталей і зняти напруження в зварному шві;
• підвищення в виливках межі текучості і міцності, а також ударної в'язкості.
Для деяких марок вуглецевих і спеціальних сталей нормалізація є остаточною операцією термічної обробки, так як в результаті нормалізації ця сталь набуває необхідні властивості.

Відпал
Відпал
Виконуємо всі види відпалу сталевих виробів, а також кольорових металів і їх сплавів - повний відпал, неповний відпал , дифузійний відпал, відпал рекристалізаційний, ізотермічний відпал в діапазоні температур від 500 до 1150 °С.
Відпал - вид термічної обробки, що полягає в нагріванні сталі, витримці при заданій температурі і наступному повільному охолодженні разом з піччю. Відпал застосовується для того, щоб спростити механічну обробку металу, а також підготувати його для подальшої термічної обробки і отримання необхідних механічних властивостей і параметрів.
В результаті відпалу утворюється стійка структура, вільна від залишкових напружень.


Цілі відпалу:
- зниження твердості і підвищення пластичності для полегшення обробки металів різанням;
- зменшення внутрішнього напруження, яке виникає після обробки тиском (кування, штампування), механічної обробки і т. д .;
- зняття крихкості і підвищення опірності ударній в'язкості;
- усунення структурної неоднорідності складу матеріалу, що виникає при затвердінні виливка в результаті ліквації;
- зміна властивостей наклепаного металу.

Нова піч для рідинного азотування
Піч для Рідинного Азотування – Новий Крок В Розвитку Нашого Підприємства
Суми, 26.10.23 – Наше підприємство завжди прагнуло до інновацій та вдосконалення процесів, і ми раді представити вам наше останнє досягнення – нову піч для рідинного азотування з вражаючими робочими габаритами.
Дана піч має розміри робочого простору Ø1150 х 700 мм, що відкриває перед нами нові можливості в галузі обробки великогабаритних деталей. Завдяки цій пічі ми можемо проводити рідинне азотування деталей діаметром до 1100 мм та висотою до 700 мм.
Така піч стала єдиною в Україні, що дозволяє проводити карбонітрацію настільки великих деталей, і це відкриває перед нами нові перспективи у співпраці з клієнтами.
Наша мета надавати найвищу якість послуг, і нова піч є ще одним кроком вперед у досягненні цієї мети. Ми раді можливості надавати нашим клієнтам ще більше варіантів обробки.


НОВА УСТАНОВКА ДЛЯ СВЧ ЗАГАРТУВАННЯ
НОВИЙ ЕТАП РОЗВИТКУ: НАША КОМПАНІЯ ВПРОВАДЖУЄ УНІКАЛЬНУ УСТАНОВКУ ДЛЯ СВЧ ЗАГАРТУВАННЯ
Суми, 26.10.23 – Наша компанія із задоволенням представляє новий етап у своєму розвитку – впровадження та освоєння EnergoEl IHC-15, компактної установки струму високої частоти (СВЧ), для індукційного загартування.

Індукційне загартування СВЧ є одним із найбільш економічних та технологічних методів зміцнення деталей машин. Ця методика дає можливість загартовувати поверхню деталей або її окремі елементи, які піддаються найбільшому завантаженню. В результаті цього процесу можна отримати тверду зовнішню поверхню деталі, залишаючи внутрішній шар м’яким та в’язким. Така структура дає високу стійкість, надійність та міцність виробів, що є ключовими характеристиками в сучасній промисловості.
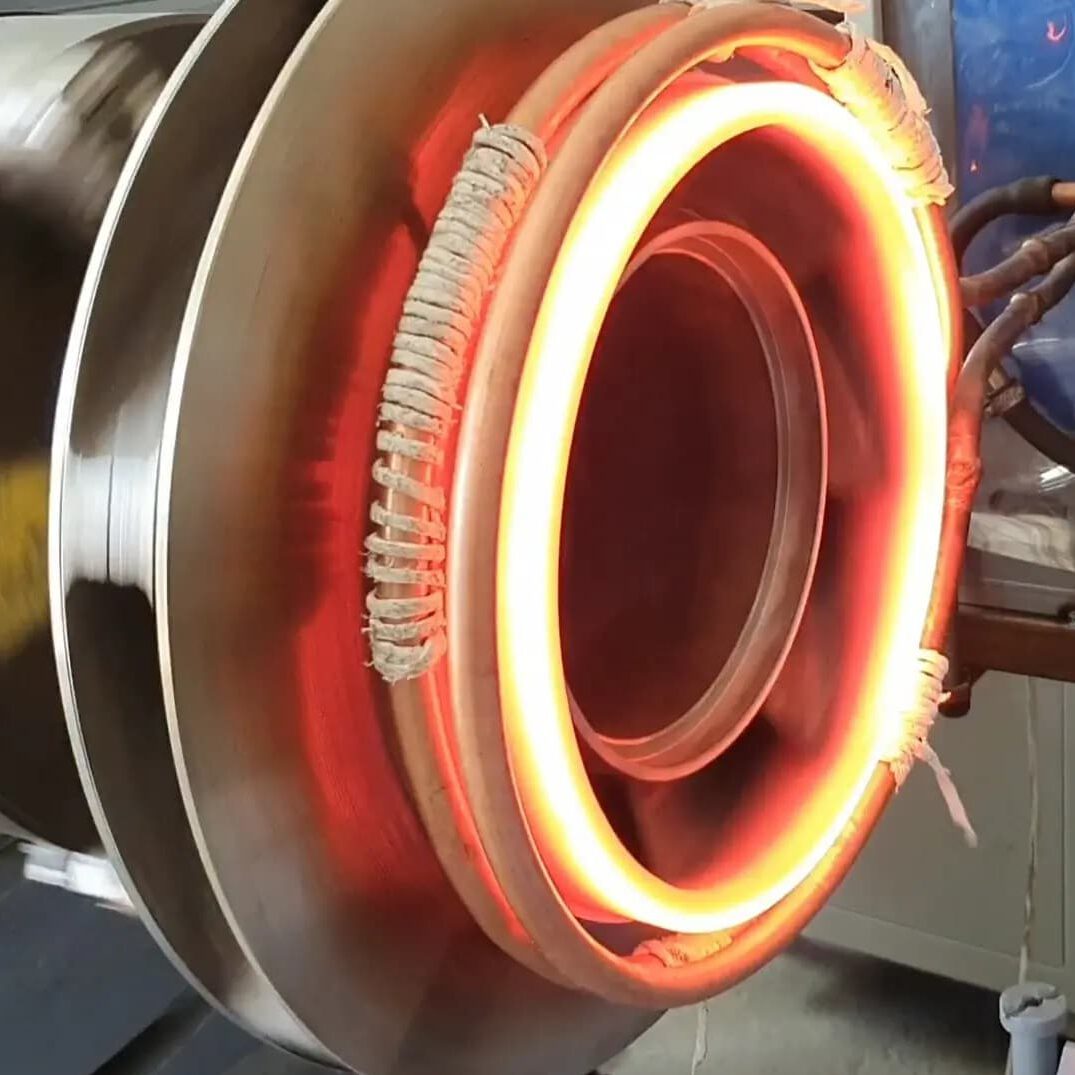
Найважливішою особливістю СВЧ загартування є частота роботи. Завдяки підвищеній частоті струму досягається ефективна концентрація тепла на обмеженій площі, що призводить до високошвидкісного нагрівання до декількох сотень градусів за секунду. Наша нова установка використовує надвисокі частоти, що робить її унікальною в порівнянні з більшістю інших установок СВЧ в Україні. Це дозволяє більш точно регулювати глибину загартованого шару.

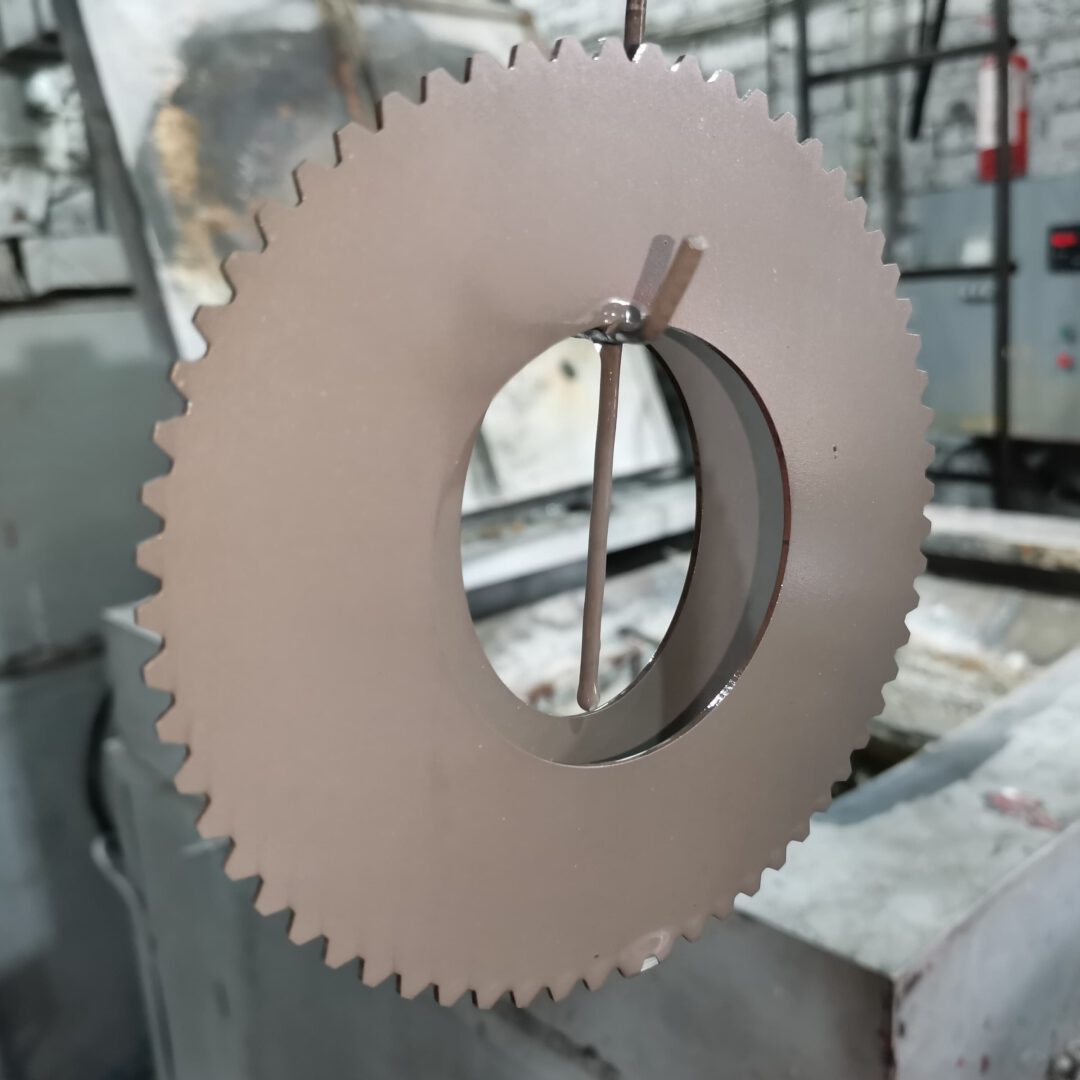
Більшість установок СВЧ, які поширені в країні, включаючи нашу першу, працюють з робочою частотою від 15 до 30 кГц. Це дозволило досягти глибини загартованого шару близько 2,5 мм. Однак нова установка, здатна працювати з частотами від 60 до 300 кГц, що надає можливість більш точного контролю глибини загартування, яка може становити менше 1 мм. Це дозволяє проводити термообробку окремих впадин та зубів шестерні з надвисокою точністю.

Окрім того, нова установка дозволяє робити термообробку малогабаритних, тонких деталей та складних виробів. Це дозволяє нам працювати над більш складними та інноваційними проектами.
Впровадження нової установки для загартування СВЧ є кроком у розвиток нашої компанії, розширює наш арсенал технологій та можливості надавати якісні послуги з термообробки.
Сульфоціанування
Сульфоціанування


Наші технічні можливості щодо сульфоціанування
МЕТА СУЛЬФОЦІАНУВАННЯ
Основні етапи виготовлення деталей, що піддають сульфоціануванню

Борування
БОРУВАННЯ


НАШІ ТЕХНІЧНІ МОЖЛИВОСТІ ПО БОРУВАННЮ








ЦІЛЬ БОРУВАННЯ


Основні методи насення боридного покриття




СВЧ
Загартування СВЧ

Загартування із застосуванням СВЧ є найпоширенішим видом поверхневого зміцнення.
У зв'язку з швидким нагрівом твердість на поверхні деталі на 2-4 одиниці більше, ніж при об'ємному загартуванню.
Сира, в'язка серцевина сприяє зменшенню крихкості.
Глибина загартованого шару коливається від 1 до 5 мм.

Установка СВЧ складається з високочастотного генератора, трансформатора і самого індуктора.
Індуктор виготовляють з мідного трубки. Тип індуктора залежить від форми і розмірів деталі.
Найчастіше зовнішній вигляд найпоширенішого індуктора нагадує котушку, яка може мати один або кілька витків.
Наші технічні можливості по СВЧ


Принцип роботи СВЧ

Принцип роботи установки СВЧ побудований на нагріванні поверхні деталі за рахунок вихрових струмів, які проходять в шарах металу.
Ці струми виникають в результаті утворення між індуктором і заготовкою електромагнітного поля.
Переваги СВЧ
- економія часу
- відсутність викривлення
- контролю режимів загартування;
- мінімальне утворення окалини
- високі механічні властивості зміцненої поверхні

Недоліком обладнання є його висока вартість.

Фосфатування
Опис



Наші технічні можливості по фосфатуванню
МЕТА ФОСФАТУВАННЯ
Основні етапи виготовлення деталей, які фосфатують

Сульфоціанування
Сульфоціанування


НАШІ ТЕХНІЧНІ МОЖЛИВОСТІ ПО СУЛЬФОЦІАНУВАННЮ
МЕТА СУЛЬФОЦІАНУВАННЯ
Основні етапи виготовлення деталей, що піддаються сульфоціануванню

Зміцнення Колінчастого вала КАМАЗ
Колінчастий вал – один з найбільш відповідальних і дорогих конструктивних елементів двигуна внутрішнього згоряння. Ця деталь (або вузол деталей в разі складеного валу) складної форми, що має шийки для кріплення шатунів, від яких сприймає зусилля і перетворює їх в крутний момент. (більше…)
