
Цементація в газовому середовищі
Діаметр деталі до 550мм
Довжина деталі до 800мм
Вага до 150 кг
Загартування деталей після цементації:
- у воді до 200кг
- в маслі до 100кг


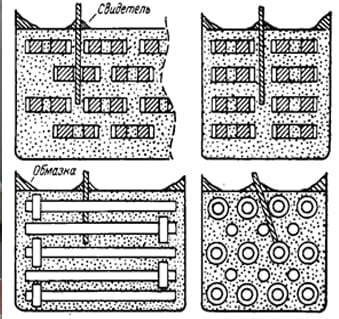
Цементація в твердому карбюризаторі
Діаметр деталі до 600 мм,
Довжина деталі до 1000 мм,
Вага до 200 кг
Цементація в газовому середовищі
Діаметр деталі до 550мм
Довжина деталі до 800мм
Вага до 150 кг
Загартування деталей після цементації:
- у воді до 200кг
- в маслі до 100кг
Цементація в твердому карбюризаторі
Діаметр деталі до 600 мм,
Довжина деталі до 1000 мм,
Вага до 200 кг