Локальна термічна обробка (ЛТО)
Що таке ЛТО?
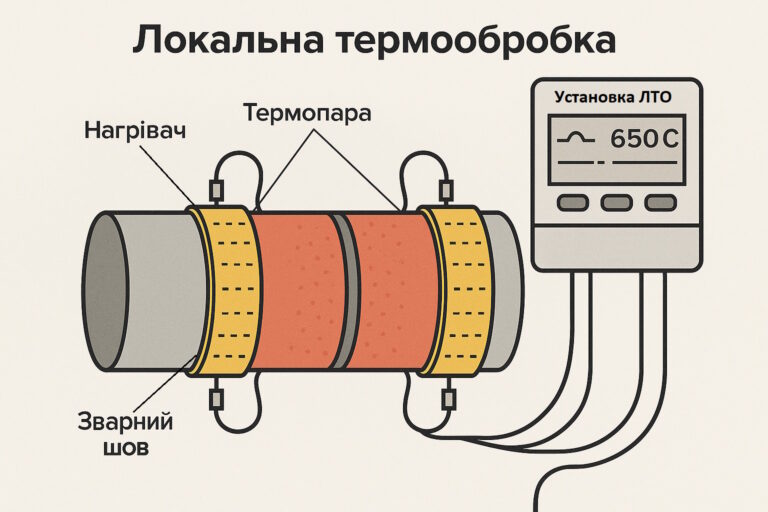
Локальна термічна обробка (ЛТО) — це процес теплової обробки окремої ділянки деталі або зони зварного з’єднання без нагрівання всього виробу. Такий підхід дозволяє зняти залишкові напруження, покращити структуру металу та підвищити експлуатаційні характеристики зварних конструкцій. Метод є незамінним у випадках, коли повноцінна термообробка в печі неможлива — наприклад, при ремонтних роботах або безпосередньо на об’єкті.
Цей підхід широко застосовується в енергетичній, нафтогазовій, хімічній та машинобудівній галузях. Обробці зазвичай піддають труби, фланці, корпуси, зварні вузли та інші металеві елементи, що зазнають термомеханічних навантажень.
Основні завдання ЛТО
- Зняття залишкових напружень після зварювання (Post Weld Heat Treatment, PWHT)
- Нормалізація або відпуск сталі
- Запобігання утворенню тріщин
- Поліпшення структури зони термічного впливу
- Відновлення механічних властивостей металу
Стандартний цикл обробки
- Нагрівання зі швидкістю 50–150 °C/год до заданої температури
- Витримка на цільовій температурі залежно від товщини металу
- Контрольоване охолодження до 300 °C, далі — повільне охолодження на повітрі
Переваги локальної термічної обробки
- Мобільність: роботи виконуються безпосередньо на об’єкті
- Енергозбереження: нагрівається лише необхідна ділянка
- Точність: мінімальні деформації конструкцій
- Ефективність: значна економія порівняно з повним нагрівом у печі
Наші технічні можливості
Наші технічні можливості

Ми використовуємо установку локального нагріву потужністю 20 кВт, яка дозволяє підключати до 9 нагрівальних елементів одночасно. Кожен із трьох незалежних каналів підтримує до трьох елементів з індивідуальним температурним контролем.
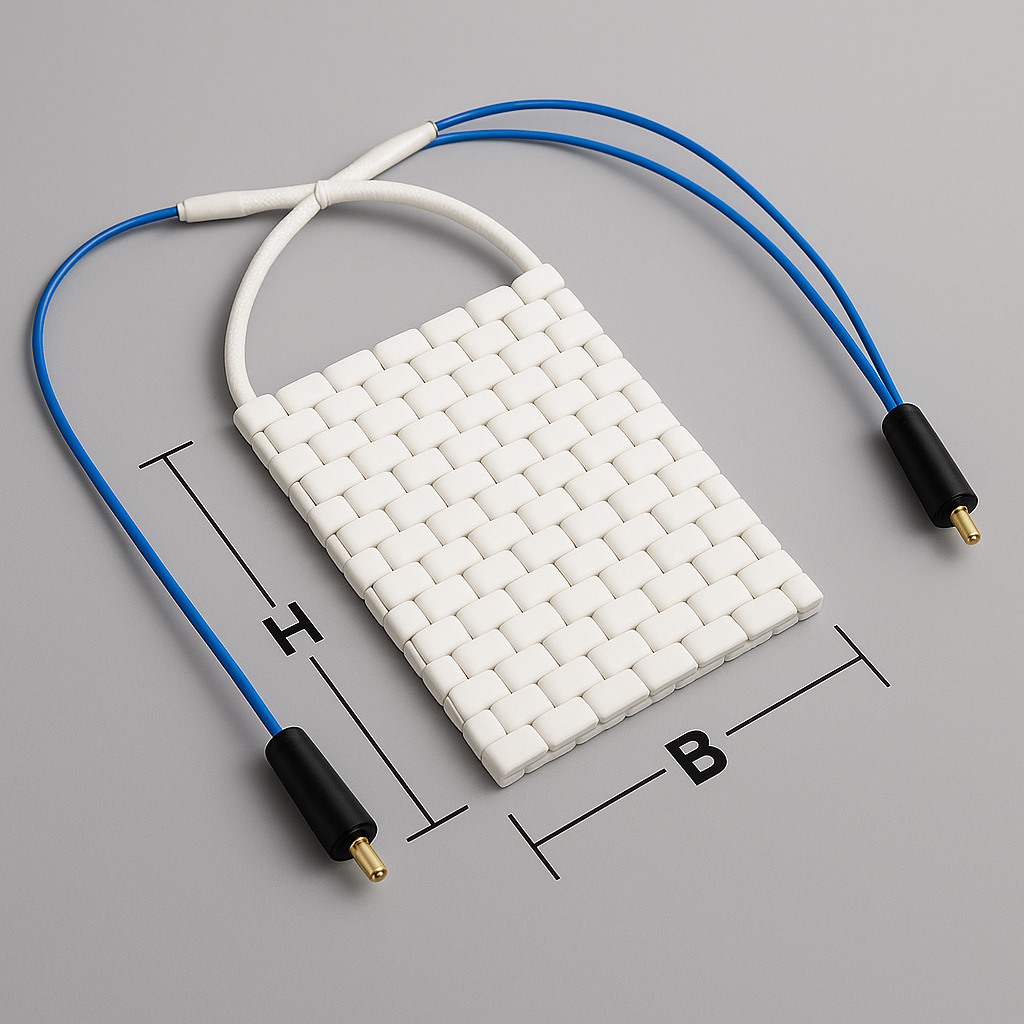
В якості нагрівачів застосовуються резистивні килимки з алюмооксидної кераміки (96%) та нагрівальним дротом NiCr 80/20. Вони витримують до 1050 °C і до 70 нагрівальних циклів при 760 °C, що забезпечує стабільну роботу навіть в інтенсивному режимі.
Для роботи зі складною геометрією використовуються нагрівальні стрічки та гнучкі кабелі довжиною до 5,3 м, які дозволяють термічно обробляти труби, фланці, кути тощо.
Установка працює при напрузі 30–60 В та силі струму до 500 А — це безпечно, ефективно та надійно.
Ми використовуємо установку локального нагріву потужністю 20 кВт, яка дозволяє підключати до 9 нагрівальних елементів одночасно.
Кожен із трьох незалежних каналів підтримує до трьох елементів з індивідуальним температурним контролем.
В якості нагрівачів застосовуються резистивні килимки з алюмооксидної кераміки (96%) та нагрівальним дротом NiCr 80/20. Вони витримують до 1050 °C і до 70 нагрівальних циклів при 760 °C, що забезпечує стабільну роботу навіть в інтенсивному режимі.
В якості нагрівачів застосовуються резистивні килимки з алюмооксидної кераміки (96%) та нагрівальним дротом NiCr 80/20. Вони витримують до 1050 °C і до 70 нагрівальних циклів при 760 °C, що забезпечує стабільну роботу навіть в інтенсивному режимі.
Для роботи зі складною геометрією використовуються нагрівальні стрічки та гнучкі кабелі довжиною до 5,3 м, які дозволяють термічно обробляти труби, фланці, кути тощо. Установка працює при напрузі 30–60 В та силі струму до 500 А — це безпечно, ефективно та надійно.
Економія часу та коштів. Немає потреби транспортувати виріб — весь процес відбувається на місці.
Контроль і точність. Обладнання дозволяє відстежувати температурний режим у режимі реального часу.
Мінімальний тепловий вплив. Нагріву піддається лише необхідна зона, що виключає перегрів та деформації всієї деталі.
Збільшення ресурсу виробів. Стабілізація структури та зняття напружень підвищують довговічність металоконструкцій.
Гнучке застосування. Метод придатний як для вуглецевих, так і для легованих сталей, чавуну, кольорових металів.
Типові задачі та приклади
виконання локальної термічної обробки (ЛТО)
Локальна термічна обробка, відома ще, як місцева термічна обробка — це не просто технічна операція, а ефективне рішення для широкого спектра завдань, з якими стикаються промислові підприємства при монтажі, ремонті або виготовленні металоконструкцій. Завдяки нашому досвіду, професійній команді та високоточному обладнанню, ми можемо запропонувати замовникам не лише проведення ЛТО, а й повний супровід процесу: від вибору технологічної схеми до термографічного звіту.
Післязварювальне зняття напружень (PWHT)
Це основна задача локальної термообробки, яку ми реалізуємо на всіх типах зварних з’єднань. PWHT дозволяє зменшити внутрішні напруження, запобігти появі тріщин і відновити механічні властивості матеріалу.
Приклади виконання:
- Обробка кільцевих швів на трубах Ø273 мм після зварювання під тиском — 2 зони обробки, термоконтроль, графіки.
- PWHT фланців DN200 у вертикальному положенні — обігрів з обох сторін із термопарами в 6 точках.
Обробка замикаючих швів
Цей вид обробки застосовується при виготовленні великогабаритних конструкцій, де вся інша частина вже пройшла повну термообробку. Ми створюємо плавний температурний перехід для збереження цілісності конструкції.
Приклади виконання:
- Локальна обробка замикаючого кільця на магістральному трубопроводі Ø426 мм.
- Замикаючий шов резервуару об’ємом 60 м³ — обробка останнього стику після зварювання днища.
Відновлення після ремонту
Після локального вирізання дефекту чи вставлення вставки потрібна повторна термообробка саме цієї зони. Ми виконуємо PWHT з дотриманням умов первинної обробки.
Приклади виконання:
- Локальний ремонт і обробка вставки довжиною 700 мм у трубі Ø219 мм.
- Обробка зони біля контрольного зварного з’єднання після ультразвукового контролю на дефекти.
Товстостінні елементи
та нестандартна геометрія
Наші килимки та стрічки дозволяють виконувати нагрів навіть на складних формах — фланцях, колекторах, корпусах. Ми враховуємо градієнт температур і час витримки.
Приклади виконання:
- PWHT фланця Ø520 мм, товщина 65 мм, із трьома нагрівальними зонами.
- Термообробка приварного патрубка до стінки бака (90° вигин + складний доступ).
Габаритні конструкції — безпечна обробка без демонтажу
Працюємо з елементами, які фізично неможливо перемістити в піч. Все обладнання мобільне — ЛТО виконується на місці з повним температурним контролем.
Приклади виконання:
- Обробка кутових стиків теплообмінника 3×7 м на хімічному заводі.
- Локальна обробка стиків з’єднання днище-обичайка резервуару Ø12 м.
Прогрів перед зварюванням (preheat)
Забезпечуємо необхідну температуру перед зварюванням вуглецевих або легованих сталей — це знижує ризик утворення тріщин та теплового удару.
Приклади виконання:
- Preheat стику під зварювання труб Ø159 мм при температурі повітря -8 °C.
- Прогрів конструкції зі сталі 15ХМ в умовах монтажу — до 250 °C, 4 нагрівальні елементи.
Контрольоване охолодження після зварювання або обробки
Плавне охолодження — важлива частина PWHT. Ми контролюємо падіння температури до 300 °C і далі на повітрі, запобігаючи деформаціям і структурним дефектам.
Приклади виконання:
- Охолодження шва на трубі Ø324 мм після PWHT на об'єкті ТЕЦ.
- Кероване охолодження після прогріву вузла паропроводу в котельні.
Локальна стабілізація після механічного впливу
Усуваємо залишкові напруження після згинання, правки, штампування — локально, без впливу на інші частини деталі.
Приклади виконання:
- Обробка ділянки корпусу насосного вузла після механічного ремонту.
- Вирівнювання температурного поля в зоні правки кронштейна підшипника.
Зв'яжіться з нами для отримання консультації
та розрахунку виїзної локальної обробки