Без рубрики











Запорная арматура 2
Наше предприятие на протяжении нескольких лет сотрудничает с многими арматуростроительными предприятиями, для которых мы делаем карбонитрацию основным и вспомогательным деталям





Механическая обработка
[siteorigin_widget class=»BlockHeadingWidget»][/siteorigin_widget] Большая часть деталей для механизмов и машин изготавливается при помощи резания – деформирования и отделения слоев металла с
Абразивная очистка
[siteorigin_widget class=»BlockHeadingWidget»][/siteorigin_widget] Наша компания «Karbaz» около десятилетия занимается упрочнением деталей, работая с новыми технологиями мы рады предложить нашим клиентам высокое

Оксидирование
[siteorigin_widget class=»BlockHeadingWidget»][/siteorigin_widget] Современная металлообработка знает немало способов улучшить внешний вид стальных (чугунных) изделий и продлить срок их эксплуатации. Добиться этого

Термическая обработка
[siteorigin_widget class=»BlockHeadingWidget»][/siteorigin_widget] Термическая обработка — это последовательность операций нагрева до заданной температуры, выдержки при этой температуре и охлаждения с заданной

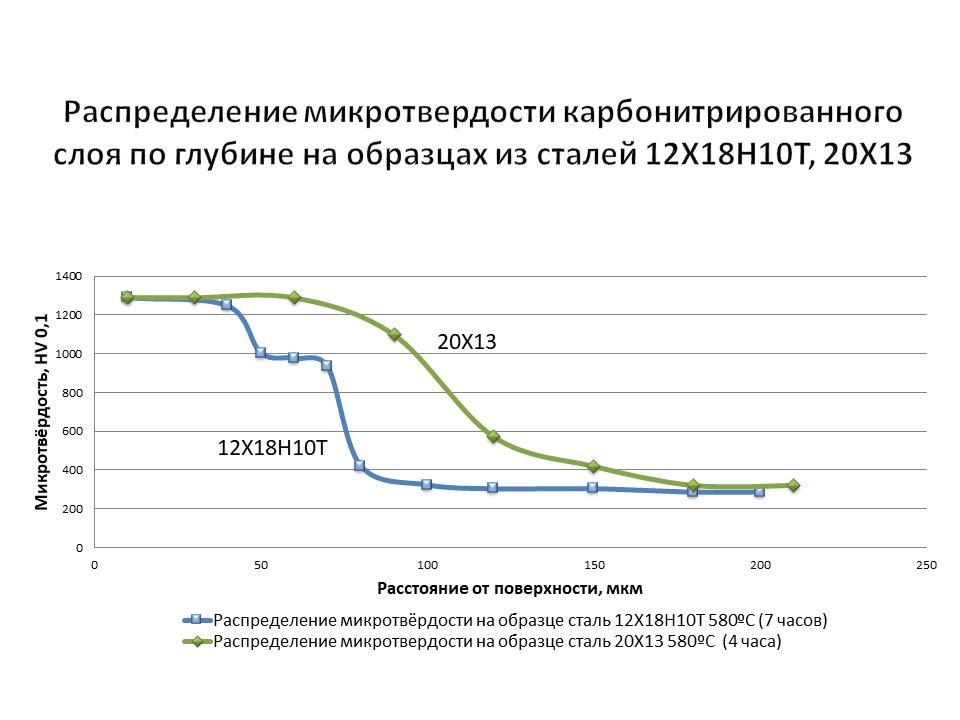
Нитроцементация
[siteorigin_widget class=»BlockHeadingWidget»][/siteorigin_widget] Нитроцементация — это процесс одновременного насыщения стали углеродом и азотом в газовой среде, обычно состоящей из науглероживающего газа

Новые работы
Специалисты нашего предприятия с каждым днём усовершенствуют и повышают качество покрытия обрабатываемых деталей. Следствием… этого является стабильная работа и ритмично

Инструмент для профессионалов
Специалисты нашего предприятия с каждым днём усовершенствуют и повышают качество покрытия обрабатываемых деталей. Следствием этого является стабильная работа и ритмично

Цианирование
[siteorigin_widget class=»BlockHeadingWidget»][/siteorigin_widget] Цианирование — это вид химико-термической обработки, заключающийся в диффузионном насыщении поверхностного слоя стали азотом и углеродом в расплавленных

Азотирование
[siteorigin_widget class=»BlockHeadingWidget»][/siteorigin_widget] Если вам необходимы технологии упрочнения и вы желаете произвести азотирование стали в Украине, то наша компания «Karbaz» предложит