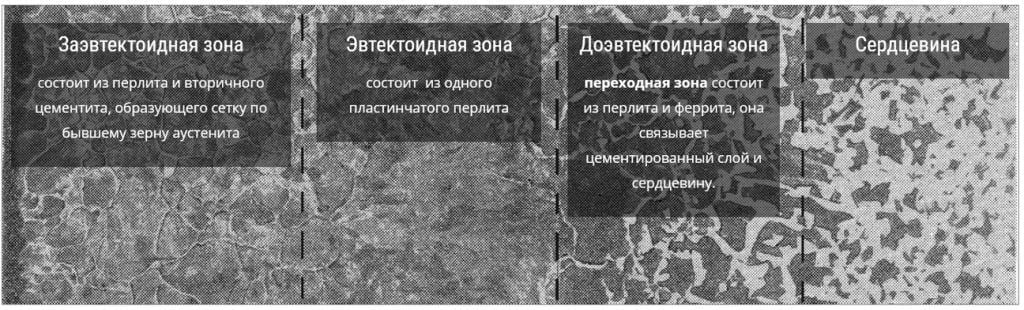
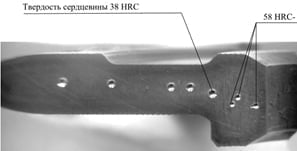
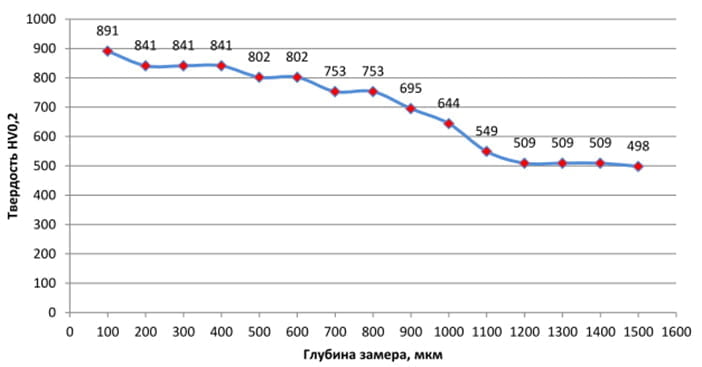
Distribution of microhardness in the cemented layer of 18XGT steel after 10 hours of cementation, quenching, and low tempering
The cementation process can significantly increase hardness and strength, enhance wear resistance and corrosion resistance.
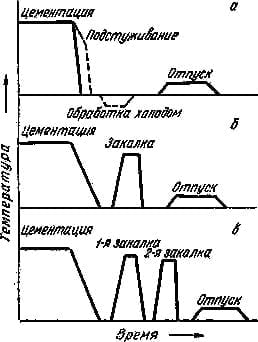
Cementation of steel is a complex chemical-thermal treatment at a temperature of 900-950 degrees Celsius resulting in the saturation of steel with carbon atoms. Cementation of steel 40X, 45 steel, 20X steel, 18XGT steel is possible in gaseous and solid carbon-containing media. This procedure is applied to parts of mechanisms that must have a tough core and a wear-resistant surface, for example, plowshares, crankshafts, piston pins, gear wheels.
Types of Cementation
Gas cementation of stainless steel takes place in specially equipped furnaces where cementing gases are introduced. The gas cementation process is very economical and faster than cementation in a solid medium.
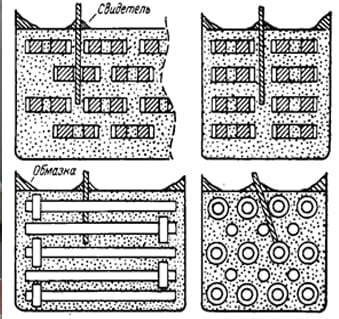
Cementation of steel using carburizer (coal) is called cementation in a solid medium. During this process, carbon oxide is formed upon heating from which atomic carbon diffuses into the metal. To achieve a cemented layer of 1 mm, 10 hours of exposure at temperatures above nine hundred degrees is required.
Our company “Karbaz” performs cementation of steel in salts, gases, and solid media using the most modern equipment. Cementation in a carburizer involves loading 200 kg of parts with a diameter of up to 600 mm and a length of up to 1000 mm. Cementation in a gas medium is possible for 150 kg of steel products with a diameter of 550 mm and a length of up to 800 mm. After cementation, the parts are quenched in water or oil.
The cementation service is popular in Ukraine, and our prices are very reasonable and democratic. To order cementation, call the manager or leave a request on the website.
Cementation – of drums, gears, pulleys, and much more.