Oksydowanie
Opis
Współczesna obróbka metali zna wiele sposobów na poprawę wyglądu wyrobów stalowych (żeliwnych) i przedłużenie ich żywotności. Można to osiągnąć za pomocą procedury takiej jak oksydowanie.
Oksydowanie (czernienie, niebieszczenie)– tworzenie się warstwy tlenkowej na powierzchni wyrobów stalowych (żeliwnych) w wyniku reakcji utleniania-redukcji. Utlenianie stosuje się głównie do otrzymywania powłok ochronnych i dekoracyjnych, a także do tworzenia warstw dielektrycznych.
OKSYDACJA zapewnia warstwę o grubości od 1 do 5 mikronów na stalach niskostopowych i węglowych. Powłoka ta nadaje produktom metalowym piękny wygląd w kolorze szarym, ciemnoszarym lub czarnym. Jest to prosty i praktyczny sposób na przedłużenie żywotności części i elementów złącznych.
Usługa ta, wykonywana w naszym przedsiębiorstwie, pozwala nam na atrakcyjną prezentację różnych części – jednocześnie zapewniając szlachetną czarną barwę i zapobiegając występowaniu procesów korozyjnych.
W naszym przedsiębiorstwie szeroko stosowane są następujące metody utleniania:
Oksydowanie CHEMICZNE (Chem. Ox.) w roztworze soli i zasad w temperaturze 140°C z różnymi późniejszymi możliwościami przetwarzania:
- utlenianie chemiczne z olejowaniem (Chem.Ox.Prm)
- oksydowanie chemicznez impregnacją emulsyjną (Chem.Ox.Prp)
- oksydacja chemicznapokryta specjalnym lakierem dekoracyjnym
OKSYDACJAw stopie soli i zasad w temperaturze 350-400°C, co pozwala na uzyskanie gęstszych warstw tlenkowych w krótszym czasie . Po tym procesie możliwe są także dodatkowe opcje impregnacji olejem i emulsją.
Oksydowanie, powłoka antykorozyjna – ślimak ładowarki, tuleja, koło zębate, koło, przekładnia, obudowa łożyska, wspornik, oś przekładni, półoś tylnej osi, sprężyna, rolka napinająca, kołnierz, przekładnia, koło pasowe.
Nasze możliwości techniczne w zakresie oksydowanie
Powlekanie części
Średnica do 800 mm Wysokość do 2000 mmNasze możliwości techniczne w zakresie oksydowanie
Powlekanie części
Średnica do 800 mm
Wysokość do 2000 mm
ETAPY POWLEKANIA
Posortowane części są dokładnie myte i oczyszczane z brudu i kamienia.
Następnie podgrzewanie odbywa się w piekarniku z atmosferą utleniającą, co pomaga pozbyć się utworzonego filmu olejowego.
Następnie procedurę oksydowanie przeprowadza się w roztworze lub stopie soli i zasady. Jego istotą jest zanurzenie wszystkich części w stopieniu (roztworze) na pewien czas, podczas którego następuje utlenianie powierzchni.
Kolejne etapy obejmują mycie, usuwanie pozostałości alkaliów i suszenie. W rezultacie już wyschnięte częścisą impregnowane olejem przemysłowym
ZALETY PROCEDURY
- Długotrwała eksploatacja bez korozji, zwiększonej przyczepności klejów i innych farb i lakierów.
- Wygląd detali powłoki dekoracyjnej w kolorze głębokiej czerni, bez odblasków. W rezultacie zwiększona uwaga poświęcona produktowi i zwiększony procent sprzedaży.
- Brak zmian w wymiarach obrabianych części – maksymalna odchyłka 0,6-1,2 mikrona.
- Jakość wykonania. Nałożona przez nas powłoka nie traci koloru ani integralności nawet w temperaturach powyżej 180°С.
- Szybka realizacja zamówienia, a także ogólnie niski koszt zabiegu. Po jednorazowej obróbce części lub narzędzi możesz cieszyć się ich nienagannym działaniem przez lata.
PRZYKŁADY PRZETWARZANIA
Przed obróbką

Po przetworzeniu
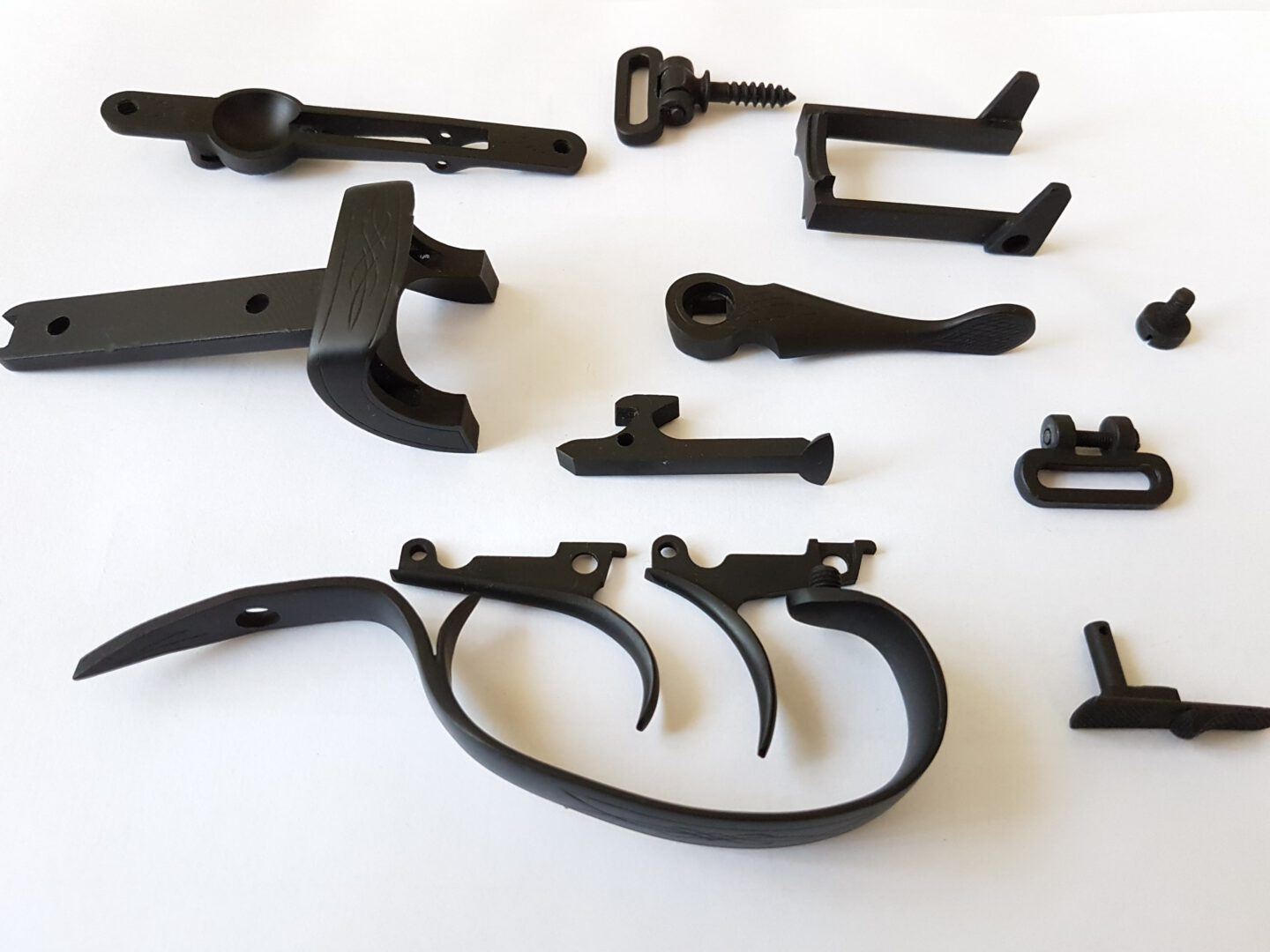
Przykłady części utlenionych
Oksydowanie metali
Jeśli potrzebujesz poprawić walory estetyczne metalu i przedłużyć żywotność części to skorzystaj z usługi utleniania lub termicznego oksydowania metalu. Technologia ta polega na pokryciu metalu cienką warstwą tlenku. Chemiczne utlenianie stali umożliwia uzyskanie na powierzchni filmu o grubości 1 – 5 mikronów, który ma szlachetny kolor czarny lub ciemnoszary.
Nasza firma wykonuje oksydowanie chemiczne poprzez olejowanie lub impregnację emulsją i pokrywanie lakierem dekoracyjnym.
Do głównych zalet termicznego niebieszczenia stali należy długi okres eksploatacji produktów poddanych obróbce metodą oksydowania, nadający częściom wygląd rynkowy. Powłoka ta wygląda bardzo atrakcyjnie i nie traci koloru nawet po podgrzaniu.
Oksydowanie stali nierdzewnej przebiega w następujący sposób: najpierw części są podgrzewane w piecu, następnie sam zabieg polega na chemicznym czernieniu stali w roztopionych alkaliach w temperaturze 350-400 ° C, po czym końcowym etapem jest mycie i wysuszenie.
Gwarantujemy szybką realizację zamówienia, a koszt oksydowania metalu jest bardzo przystępny. W przypadku pytań prosimy o kontakt telefoniczny z menadżerem.
Oksydowanie, powłoka antykorozyjna – ślimak ładowarki, tuleja, koło zębate, koło, przekładnia, obudowa łożyska, wspornik, oś przekładni, półoś tylnej osi, sprężyna, rolka napinająca, kołnierz, przekładnia, koło pasowe.
Oksydowanie stali i metalu
– to metoda obróbki powierzchni, która pozwala na utworzenie warstwy ochronnej na powierzchni metalu. Podczas procesu utleniania na powierzchni metalu tworzy się powłoka tlenkowa, która chroni powierzchnię przed korozją i starzeniem.
Oksydowanie chemiczne polega na zanurzeniu części w roztworze substancji chemicznych zawartych w kwasach niemetalicznych, zasadach lub roztworach soli. W procesie interakcji z roztworem jony metali pokrywają się warstwą tlenku, która staje się częścią powierzchni metalu.
Czernienie oleju stali jest jednym z rodzajów utleniania, który stosuje się w celu zwiększenia właściwości antykorozyjnych stali. Podczas procesu czernienia olejowego powierzchnia stali jest poddawana działaniu kwasu, który usuwa wszelkie zanieczyszczenia i warstwy utlenione. Następnie części umieszcza się w specjalnym oleju, który tworzy na powierzchni stali gęsty film, zapobiegając korozji i starzeniu.
Oksydowanie stali i metalu za pomocą czernienia olejowego stosowane jest w przemyśle maszynowym, motoryzacyjnym i elektrycznym w celu ochrony powierzchni metalu przed korozją i poprawy jej wyglądu. Proces ten można również wykorzystać do poprawy przyczepności części metalowych do siebie, np. przy produkcji łańcuchów samochodowych i sworzni gąsienic