Azotowanie
Opis
Jeśli potrzebujesz technologii hartowania i chcesz przeprowadzić azotowanie stali na Ukrainie to nasza firma „Karbaz” zaoferuje Ci tę usługę w konkurencyjnej cenie.
Azotowanie stali lub dyfuzyjne wzbogacanie metalu azotem to technologia, według której części utrzymywane są w gazach zawierających azot lub zdysocjowanym amoniaku w temperaturze powyżej 500 stopni Celsjusza. W wyniku tego zabiegu rdzeń części otrzymuje strukturę sorbitolu i uzyskuje warstwę powierzchniową.
Głównymi celami azotowania są: nadanie twardości i wytrzymałości, zwiększenie odporności na zużycie, zwiększenie właściwości antykorozyjnych metalu.
Azotowaniu poddawane są najczęściej różne części metalowe:
– wały i kołki;
– pręty i kołnierze;
– koła zębate i pierścienie.
Należy zauważyć, że części te mogą mieć średnicę do 900 mm i długość do 1500 mm, dlatego należy je obrabiać przy użyciu specjalnego sprzętu. Nasza firma może jednocześnie azotować części o wadze do 100 kilogramów. Azotowanie odbywa się w piecach elektrycznych z muflą stalową wewnątrz, do tych pieców dostaje się ogrzany amoniak.
Azotowanie stali może pomóc w uzyskaniu wyższej wytrzymałości niż procedura cementowania. Po azotowaniu części można nagrzewać do 500-600 stopni, natomiast po nawęglaniu już tylko do 250 stopni Celsjusza. Właściwości wytrzymałościowe stali poddanej procedurze azotowania są 1,5-2 razy wyższe niż po cementowaniu lub hartowaniu.
Proces azotowania jest dość poszukiwany i należy zauważyć, że cena azotowania stali w naszej firmie jest dość przystępna dla przedsiębiorstw niezależnie od formy własności. Zostaw prośbę na stronie internetowej, a nasz menedżer skontaktuje się z Tobą tak szybko, jak to możliwe.


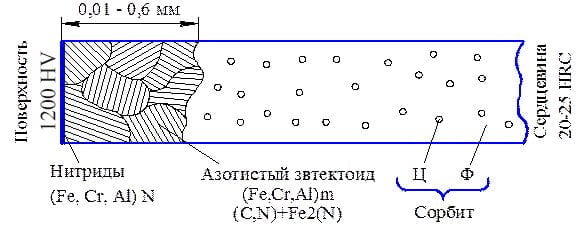
Po azotowaniu w rdzeniu części uzyskuje się strukturę sorbitolu, uzyskaną w wyniku obróbki cieplnej przed procesem azotowania, a warstwa wierzchnia o grubości 0,01-0,6 mm (w zależności od przeznaczenia) ma mikrostrukturę pokazaną na poniższym rysunku .
NASZE MOŻLIWOŚCI TECHNICZNE W ZAKRESIE AZOTOWANIA
Wymiary obrabianych części:
- - pierścienie, koła zębate, kołnierze itp. średnica do 900mm;
- - wały, pręty, kołki itp. długość do 1500mm;
- Masa obrabianych detali – do 100 kg
Wymiary obrabianych części:
- - pierścienie, koła zębate, kołnierze itp. średnica do 900mm;
- - wały, pręty, kołki itp. długość do 1500mm;
- Masa obrabianych detali – do 100 kg
CEL AZOTOWANIA
Nasycenie stopów żelaza azotem zmienia stan struktury i tym samym zwiększa:
- wytrzymałość statyczna i dynamiczna,
- twardość
- odporność na zużycie
- korozyjne właściwości tych materiałów.
Przeprowadzenie azotowania pozwalauzyskać bardziej stabilne wskaźniki twardości stali niż przy przeprowadzaniu nawęglania. Dzięki temu warstwa wierzchnia wyrobu poddanego azotowaniu zachowuje swoją twardość nawet po podgrzaniu do temperatury 550–600°, natomiast po nawęglaniu twardość warstwy wierzchniej może zacząć spadać po nagrzaniu wyrobu powyżej 225°C. °.Właściwości wytrzymałościowe warstwy wierzchniej stali po azotowaniu są 1,5–2 razy wyższe niż po hartowaniu lub nawęglaniu.
Ponieważ temperatura obróbki nie przekracza 600°C, podczas hartowania nie zachodzą przemiany strukturalne podobne do tych, jakie zachodzą w wyniku austenityzacji, copozwala na prowadzenie chłodzenia z dowolną prędkością bez ryzyka powstania martenzytu</strong > wystąpienie. Z tego powodu, w przeciwieństwie do hartowania, odkształcenia i wypaczenia azotowanych części i narzędzi są nieznaczne. Dzięki temu można uprościć późniejsze przetwarzanie, a nawet całkowicie się go pozbyć, tj. poddawać azotowaniu już wykończonych części, które zostały poddane obróbce poprzez cięcie, szlifowanie, bez dodatku na obróbkę końcową jak przy nawęglaniu.
Azotowanie odbywa się w specjalnych piecach elektrycznych, w których wewnątrz znajduje się szczelna mufla stalowa, w której umieszczane są detale, a następnie podawany jest amoniak NH3, który pod wpływem temperatury dysocjuje (rozbija w górę) na azot atomowy i wodór.
Atomy azotu osadzone w wierzchniej warstwie materiału dyfundują następnie zarówno wzdłuż granic ziaren, jak i przez nie.
Typowe dla procesu azotowania są następujące etapy:
- Dostarczaj azot z odpowiedniego środowiska na powierzchnię części;
- Utworzenie warstwy granicznej w pobliżu powierzchni części, gdzie na granicy ośrodka z metalem następuje dysocjacja ośrodka zawierającego azot i adsorpcja atomów azotu przez powierzchnię;
- Większa penetracja (absorpcja) atomów azotu przez powierzchnię do materiału części
- Dyfuzja atomów azotu do warstwy powierzchniowej części wzdłuż granic ziaren i przez ziarna.
Niska temperatura azotowania nie pozwala na głębokie nasycenie powierzchni. Szybkość azotowania wynosi około 0,01 mm/h. Dlatego też typowagrubość warstwy azotowanej dla stali konstrukcyjnych mieści się w przedziale 0,2 – 0,5 mm, a czas trwania procesu jest 2-3 razy dłuższy niż czas nawęglania.
GŁÓWNE ETAPY PRODUKCJI CZĘŚCI PODDANYCH AZOTOWANIU
- Obróbka zgrubna.
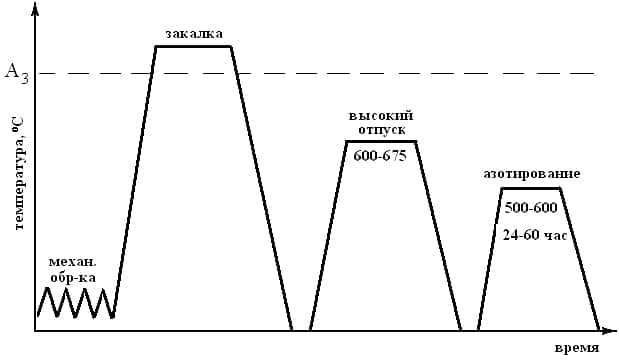
- Wstępna obróbka cieplna metalu (tzw. ulepszanie cieplne), która obejmuje dwie operacje – hartowanie i odpuszczanie (wysokie). Obróbka ta zapewnia wysoką udarność i wytrzymałość rdzenia części.Stal hartowana jest w wysokich temperaturach (850-950˚C), a następnie chłodzona w oleju lub wodzie. Temperatura: od 600 do 670˚С.
- Obróbka końcowa części, łącznie z obróbką końcowąszlifowanie metalu. Operacje te są wymagane, aby zapewnić, że część posiada wymagane (końcowe) parametry geometryczne.
- Ochrona części powierzchni metalu, które nie są planowane nasycanie azotem. Stosuje się płynną powłokę szklaną lub powłokę cynową, którą nakłada się na obrabiany przedmiot o grubości nie większej niż 0,015 milimetra za pomocą technologii elektrolitycznej.
- Bezpośrednie nasycanie powierzchni stali azotem – azotowanie.
- Po tych wszystkich zabiegach następuje wykańczanie lub szlifowanie części
Azotowanie metali
to proces obróbki powierzchni metalu azotem, który wnika w powierzchnię metalu, poprawiając jej właściwości mechaniczne. Proces ten może znacznie poprawić twardość, odporność na zużycie i odporność na korozję metalu.
W procesie azotowania metali powierzchnia metalu zanurzana jest w specjalnej komorze, gdzie poddawana jest działaniu wysokich temperatur i próżni, aby stworzyć odpowiednie warunki wprowadzenia azotu do powierzchni metalu. Azotowanie można przeprowadzić stosując mieszaninę gazów azotowych lub sole azotowe w specjalnych roztworach.
Jedną z głównych zalet azotowania metali jest poprawa ich właściwości mechanicznych. W szczególności azotowanie zwiększa twardość, odporność na zużycie i odporność na korozję metalu. Dzięki temu jest szczególnie przydatny w branżach, w których produkty i części metalowe podlegają intensywnemu zużyciu i korozji.
Ponadto azotowanie metalu można również zastosować w celu poprawy jego właściwości elektrycznych, takich jak zwiększenie przewodności elektrycznej lub zmniejszenie oporu elektrycznego. Technologię tę można również zastosować w celu poprawy przyczepności powłok na powierzchniach metalowych.
Ogólnie rzecz biorąc, azotowanie metali to skuteczny sposób na poprawę właściwości mechanicznych i elektrycznych metalu, dzięki czemu jest przydatny w różnych gałęziach przemysłu, w tym motoryzacyjnym, lotniczym i medycznym.