

Отпуск
Отпуск
Отпуск – это вид термической обработки, который заключается в нагреве деталей до температур ниже АС1, выдержке при заданных температурах и последующем охлаждении с определённой скоростью.
У нас вы можете заказать несколько видов отпуска. Для мерительного и режущего инструмента подойдет низкотемпературный отпуск 250 ºС, для пружин, рессор и штампов нужен будет среднетемпературный отпуск (350-500ºС), а наилучшего сочетания прочности и вязкости стали можно добиться высокотемпературным отпуском при температуре 500-680ºС.
Отпуск является окончательной операцией термической обработки, в результате которого детали получают требуемые механические свойства.

В зависимости от температуры и назначения отпуска бывают:
- Низкотемпературный (низкий) отпуск проводят при температуре до 250ºС. При это снижаются закалочные макронапряжения, мартенсит закалки переводится в мартенсит отпуска, повышается прочность и немного улучшается вязкость без заметного снижения твёрдости.
Низкотемпературный отпуск применяют для режущего и мерительного инструмента из углеродистых и низколегированных сталей, а также для деталей после закалки ТВЧ (поверхностная закалка), цементации, цианирования и нитроцементации. - Среднетемпературный (средний) отпуск выполняют при температуре 350-500ºС и применяют для рессор, пружин, а так же штампов. Такой отпуск обеспечивает высокие пределы упругости и выносливости, а так же релаксационную стойкость.
Структура стали после среднего отпуска – троостит отпуска или троостомартенсит, твердость стали 40-50HRC. - Высокотемпературный (высокий) отпуск проводят при температуре 500-680ºС. Структура стали после высокого отпуска – сорбит отпуска. Высокий отпуск создаёт наилучшее сочетание прочности и вязкости стали.
Закалка с высоким отпуском одновременно повышает временное сопротивление, предел текучести, относительное сужение и особенно ударную вязкость. Термическую обработку состоящую из закалки с высоким отпуском часто называют – термоулучшением. - Стабилизирующий отпуск – это особый вид отпуска, который проводят в процессе изготовления упрочненной детали для снижения и стабилизации остаточных напряжений, вызванных механической обработкой. Температура стабилизирующего отпуска должна быть ниже температуры отпуска после закалки на 20—30° С.

В закаленной стали даже при комнатной температуре, а тем более в результате климатических колебаний температуры происходят медленные (в течение многих лет) процессы распада мартенсита, перехода остаточного аустенита в мартенсит и снятия напряжений. Все эти явления ведут к постепенному изменению размеров изделия. Для таких изделий, как мерительный инструмент высокого класса точности и прецизионные подшипники, недопустимы изменения размеров даже на насколько микронов. Стабилизации мартенсита и напряженного состояния достигают низким (стабилизирующим) отпуском при 100—180 °С с выдержкой до 30, а иногда и до 150 ч.

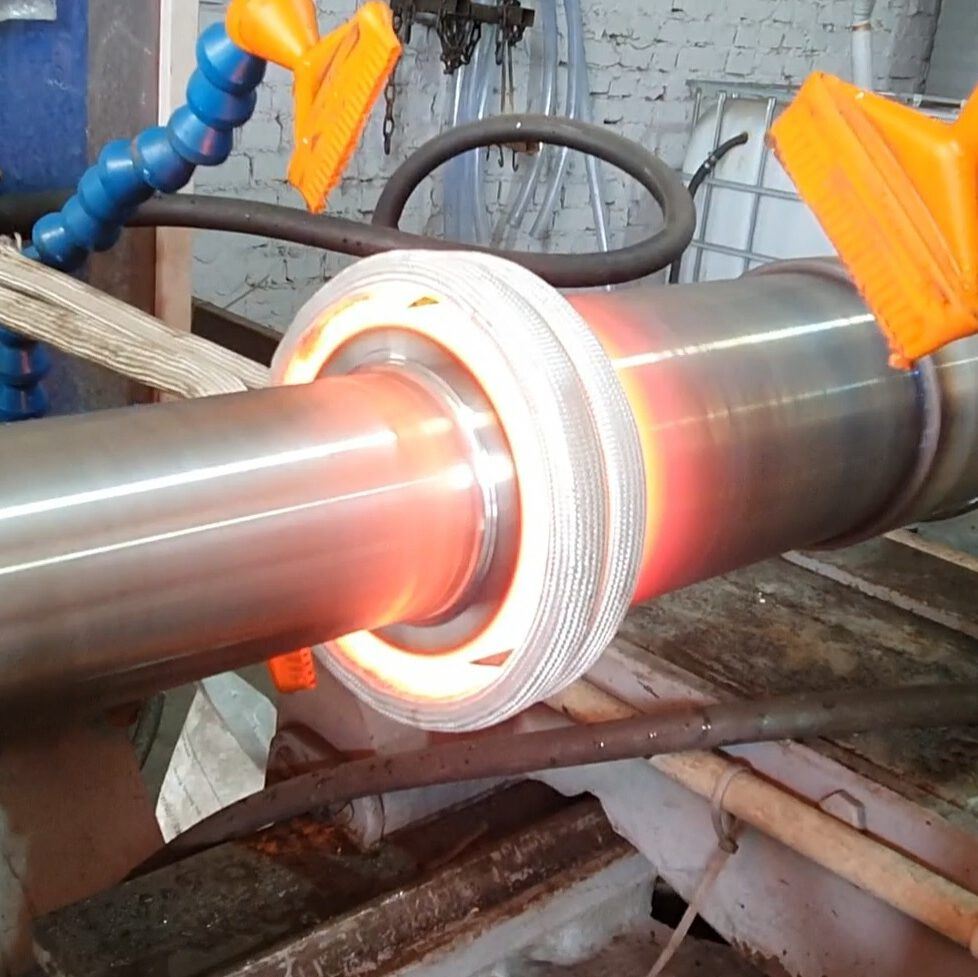
Закалка ТВЧ (индукционная закалка)
Закалка ТВЧ (индукционная закалка)
Оказываем услуги поверхностного упрочнения стальных изделий путем закалки токами высокой частоты (ТВЧ), т.н. индукционная закалка.
При поверхностной закалке на заданную глубину закаливается только поверхностный слой, тогда как сердцевина изделия остаётся не закалённой. Сердцевина изделия остаётся вязкой и хорошо воспринимает ударные нагрузки.

Индукционный нагрев происходит вследствие теплового воздействия тока, индуктируемого в изделии, помещённом в переменное магнитное поле. Выбор оптимальной толщины упрочняемого слоя определяется условиями работы обрабатываемой детали. Когда изделие работает только на износ или в условиях усталости, толщину закалённого слоя чаще всего принимают 1,5-3,0мм; в условиях высоких контактных нагрузок и возможной перешлифовки 4,0-5,0мм. В случае особо больших контактных нагрузок толщина закалённого слоя может достигать 10-15мм и больше.
При поверхностной закалке ТВЧ нагрев проводится до более высокой температуры, чем при обычной объемной закалке. Это обусловлено двумя причинами. Во-первых, при очень большой скорости нагрева температуры критических точек, при которых происходит переход перлита в аустенит, повышаются, а во-вторых, нужно, чтобы это превращение успело завершиться за очень короткое время нагрева, а чем выше температура, тем быстрее оно происходит.
Несмотря на то, что нагрев при высокочастотной закалке проводится до более высокой температуры, чем при обычной, перегрева металла не происходит. Это объясняется тем, что время высокочастотного нагрева очень короткое, и зерно в стали не успевает вырасти. С другой стороны, благодаря более высокой температуре нагрева и более интенсивному охлаждению твердость после закалки ТВЧ получается выше примерно на 2— 3 единицы по Роквеллу. Это обеспечивает более высокую прочность и износостойкость поверхности детали.
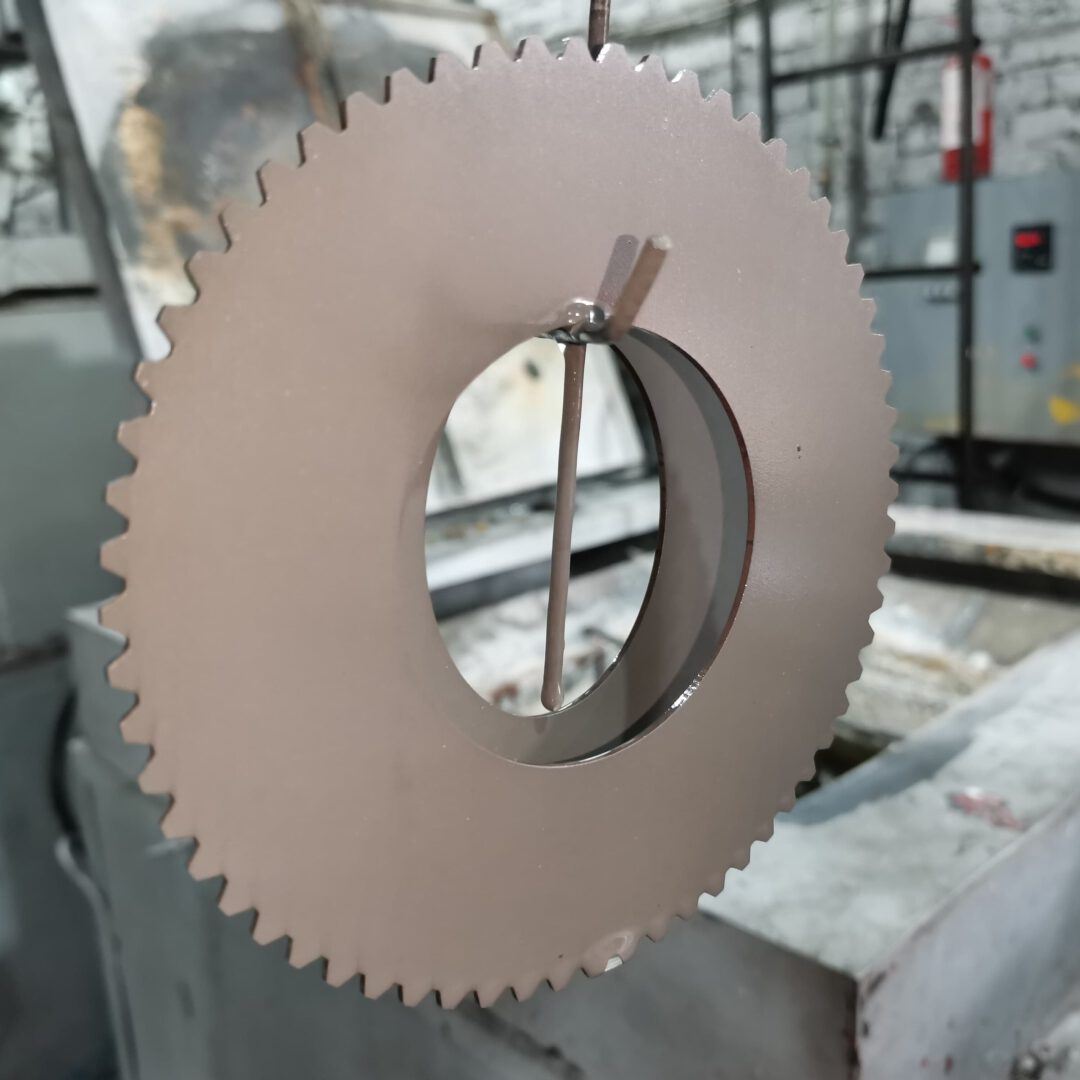
Во многих случаях высокочастотная закалка позволяет заменить легированные стали более дешевыми - углеродистыми. Объясняется это тем, что такие важные преимущества легированных сталей, как глубокая прокаливаемость и меньшая деформация, для ряда деталей утрачивают свое значение. Так, например, при закалке шестерен с мелким зубом глубокая прокаливаемость даже нежелательна, поскольку при этом может произойти сквозная закалка зубьев, что вызовет их хрупкость.
После проведения поверхностной высокочастотной закалки детали подвергают низкому отпуску при температуре 160-200°С. Это способствует уменьшению хрупкости закаленного слоя. Отпуск проводится в электропечах. Можно также осуществить самоотпуск.
Индукционный нагрев позволяет сократить длительность термической обработки, получать изделия без окалины, что уменьшает величину припуска на дальнейшую механическую обработку и уменьшает деформацию и коробление изделий в процессе термообработки.
Цели поверхностной закалки:
• повышение твёрдости;
• повышение износостойкости;
• повышение предела выносливости.
Закалка в защитных средах
Закалка в защитных средах
Закалка с нагревом в соляной печи-ванне

Предлагаем услуги по обработке деталей в защитной среде закалочной соляной ванны. Нагрев до температуры закалки при такой обработке происходит в специально разработанном составе солей. При этом максимально снижаются или вообще не происходят окислительные процессы на деталях и окалинообразование. При выгрузке деталей из расплава соли на поверхности образуется тонкая защитная плёнка, которая препятствует воздействию кислорода из атмосферы, а во время непосредственно закалки она самопроизвольно удаляется с обрабатываемых изделий.
Закалка в защитных покрытиях
Выполняем закалку с применением защитных технологических покрытий, которые предохраняют детали от окисления и обезуглероживания в процессе высокотемпературного нагрева под закалку. При охлаждении за счет разных коэффициентов линейного расширения покрытие самопроизвольно отслаивается от обрабатываемых деталей, что исключает необходимость дополнительной очистки деталей.
Покрытие наносят путем окунания или распыления в два приёма с промежуточной сушкой 10-20 минут, детали предварительно очищаются от загрязнений и масла, а также подогреваются для лучшего схватывания покрытия на повехности. Применение защитных покрытий при термической обработке позволяет осуществлять безокислительный нагрев практически любых деталей, что в свою очередь помогает сократить расход дорогостоящего режущего инструмента, снизить трудоёмкость механической обработки, а следовательно себестоимости изготовления деталей.
















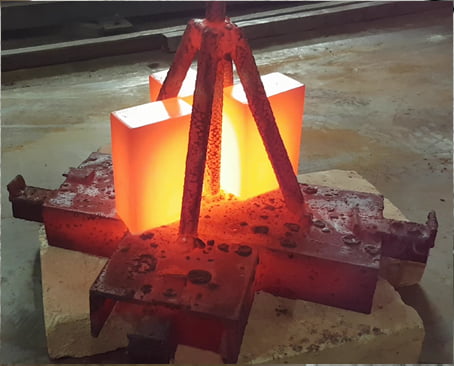
Закалка
Закалка
Наша компания «Karbaz» предлагает все виды закалки чугуна, цветных металлов и стали, включая индукционную закалку и закалку в защитных средах. Данный вид термообработки заключается в нагреве деталей и быстром последующем охлаждении в воде, закалочной жидкости или масле.
Наиболее часто используется закалка стали 20, закалка стали 40х и закалка стали 45. В результате закалки стали значительно повышается прочность и твердость, увеличивается износостойкость. Популярными является закалка в соляной ванне, защитных покрытиях и индукционная закалка. Закалка ТВЧ позволяет значительно упрочить детали путем воздействия токов высокой частоты.
Закалка - барабана, втулки, оси редуктора, полуоси заднего моста, пружины, ролика натяжного, шестерни, шкива, зуба бороны, ножа измельчителя, вала коленчатого.
Для углеродистых сталей охлаждение проводят чаще всего в воде, а для легированных в масле либо в других закалочных жидкостях. Закалка не является окончательной операцией термической обработки. Для того чтобы уменьшить хрупкость и остаточные напряжения в заготовках, вызванные закалкой, и получить требуемые механические свойства их подвергают отпуску.














Цели закалки:
• повышение твердости;
• повышение прочности;
• повышение износостойкости;
• повышение физико-механических свойств.

Аустенизация (закалка на аустенит)
Аустенизация
Для улучшения механических свойств металла применяется процесс аустенизации при температуре 1050-1100 градусов. Наиболее часто его используют для сварных соединений паропроводов изготовленных из аустенитной стали.
Цели аустенизации:
• получение однородной структуры аустенита;
• улучшение механических свойств стали (особенно пластичности);
• снижение уровня остаточных сварочных напряжений (на 70-80%).

Аустенизации подвергаются сварные соединения паропроводов из жаропрочных высоколегированных сталей аустенитного класса.

Нормализация
Нормализация
Эта технология относится к тем видам обработки при которых производится нагрев и выдержка изделий при заданной температуре с последующим постепенным охлаждением. Температура нормализации стали зависит от вида материала.
Этот процесс способен привести к внутренней перекристаллизации с устранением крупнозернистой структуры. Нормализация может использоваться для меди и чугуна, но наибольшее распространение получила нормализация стали.
Наша компания осуществляет нормализацию стали 20, нормализацию стали 40х, нормализацию стали 45.
Нормализация – это вид термической обработки, который заключается в нагреве деталей до определённой температуры, выдержке при этой температуре и последующем охлаждении на воздухе.

Цели нормализации:
• улучшение микроструктуры стали;
• повышение механических свойств и подготовка к последующей термической обработке.
• исправление структуры после ковки и штамповки деталей;
• убрать перегрев после сварки деталей и снять напряжения в сварном шве.
• повышение в отливках предела текучести и прочности, а также ударной вязкости.
Для некоторых марок углеродистых и специальных сталей нормализация является окончательной операцией термической обработки, так как в результате нормализации эта сталь приобретает требуемые свойства.

Отжиг
Отжиг
Отжиг металла осуществляется при температурах 500-1150 градусов по Цельсию. В результате этого процесса происходит повышение пластичности, уменьшение внутреннего напряжения и хрупкости, что позволяет значительно улучшить обрабатываемость изделий. Выполняем отжиг чугуна, отжиг меди, отжиг латуни, отжиг стали.
Отжиг – вид термической обработки, заключающийся в нагреве стали, выдержке при заданной температуре и последующем медленном охлаждении вместе с печью. Отжиг применяется для того, чтобы упростить механическую обработку металла, а также подготовить его для последующей термической обработки и получения требуемых механических свойств и параметров.
В результате отжига образуется устойчивая структура, свободная от остаточных напряжений.


Цели отжига:
- снижение твердости и повышение пластичности для облегчения обработки металлов резанием;
- уменьшение внутреннего напряжения, возникающего после обработки давлением (ковка, штамповка), механической обработки и т. д.;
- снятие хрупкости и повышение сопротивляемости ударной вязкости;
- устранение структурной неоднородности состава материала, возникающей при затвердевании отливки в результате ликвации;
- изменение свойств наклепанного металла.

Борирование
БОРИРОВАНИЕ


Наши технические возможности по борированию
ЦЕЛЬ БОРИРОВАНИЯ


ТВЧ
Закалка ТВЧ

Закалка с применением ТВЧ является самым распространенным видом поверхностного упрочнения.
В связи с быстрым нагревом твердость на поверхности детали на 2-4 единицы больше, чем при объемной закалке.
Сырая, вязкая сердцевина способствует уменьшению хрупкости.
Глубина закаленного слоя колеблется от 1 до 5 мм.

Установка ТВЧ состоит из высокочастотного генератора, трансформатора и самого индуктора.
Индуктор изготавливают из медной трубки. Тип индуктора зависит от формы и размеров детали.
Чаще всего внешний вид самого распространенного индуктора напоминает катушку,
которая может иметь один или несколько витков.
Наши технические возможности по ТВЧ










ПРИНЦИП РАБОТЫ ТВЧ

Принцип работы установки ТВЧ построен на нагреве поверхности детали за счет вихревых токов, которые проходят в слоях металла.
Эти токи возникают в результате образования между индуктором и заготовкой электромагнитного поля.
Преимущества ТВЧ
- экономия времени
- отсутствие коробления
- контроля режимов закалки;
- минимальное образование окалины
- высокие механические свойства упрочненной поверхности

Недостатком оборудования является его высокая стоимость.

Фосфатирование
Описание



Наши технические возможности по фосфатированию
ЦЕЛЬ ФОСФАТИРОВАНИЯ
Основные этапы изготовления деталей, подвергаемых фосфатированию
Сульфоцианирование
Сульфоцианирование


Наши технические возможности по сульфоцианированию
ЦЕЛЬ СУЛЬФОЦИАНИРОВАНИЯ
Основные этапы изготовления деталей, подвергаемых сульфоцианированию
Упрочнение Коленчатого вала КАМАЗ
Коленчатый вал – один из наиболее ответственных и дорогостоящих конструктивных элементов двигателя внутреннего сгорания. Эта деталь (или узел деталей в случае составного вала) сложной формы, имеющая шейки для крепления шатунов, от которых воспринимает усилия и преобразует их в крутящий момент. (далее…)




